The Engineering Economics of Silicone Tooling: Optimizing CapEx for Emerging Brands
In the silicone baby product supply chain, tooling is more than a one-time expense; it is a strategic asset that dictates product premium, production stability, and long-term marginal costs.
For emerging brands, understanding the engineering nuances of mold fabrication is the key to balancing financial risk with market competitiveness.
At Tiskavo, we believe transparency in engineering leads to better partnerships. This guide breaks down the technical and economic logic of silicone tooling.
1. Material Science: Steel Grades and Surface Energy Management
The longevity of a mold and the consistency of the product finish depend entirely on the metallurgical properties of the steel.
For baby products – which require high-frequency skin contact and food-grade compliance – thermal expansion and chemical stability are critical.
Premium Stainless Steel (AISI 420 / S136 / 1.2316):
- Composition: Contains $>13\%$ Chromium (Cr) for superior corrosion resistance against the acidic byproducts released during high-temperature vulcanization.
- Hardness: Vacuum-quenched to HRC 48-54.
- Technical Insight: The high purity of S136 allows for an SPI A-1 Mirror Finish. This is essential for transparent items like breast pump parts or clear teethers, as a smoother surface minimizes bacterial adhesion and maximizes clarity.
Beryllium Copper (BeCu) Inserts:
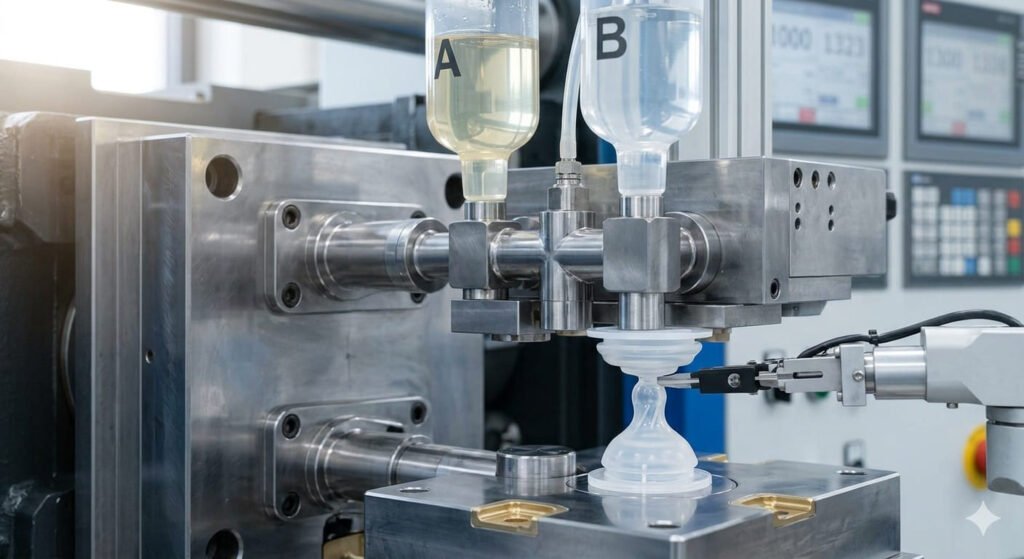
- Silicone vulcanization typically occurs between 170°C and 200°C. Uneven heat distribution causes “over-curing” or air traps. By integrating BeCu inserts in complex geometries, we leverage their high thermal conductivity to optimize cooling cycles, reducing lead times by 15%-20%.

2. Process Selection: LSR Injection vs. Solid Compression
A common pitfall for new brands is selecting the wrong manufacturing platform for their product’s lifecycle stage.
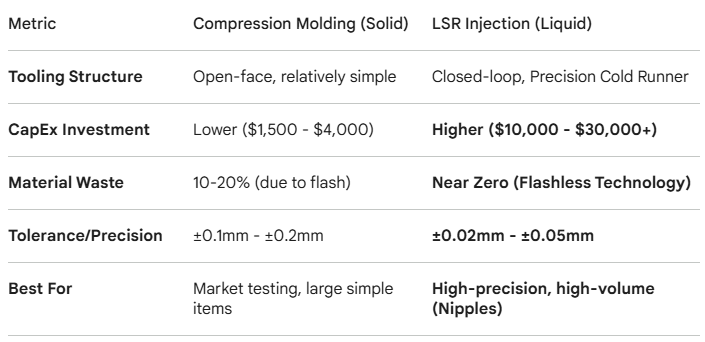
Strategic Advice: If your forecast is under 50,000 units, compression molding is financially prudent.
However, for products requiring a “zero-parting-line” feel and medical-grade precision, the higher CapEx of LSR is offset by lower per-unit labor and waste costs.
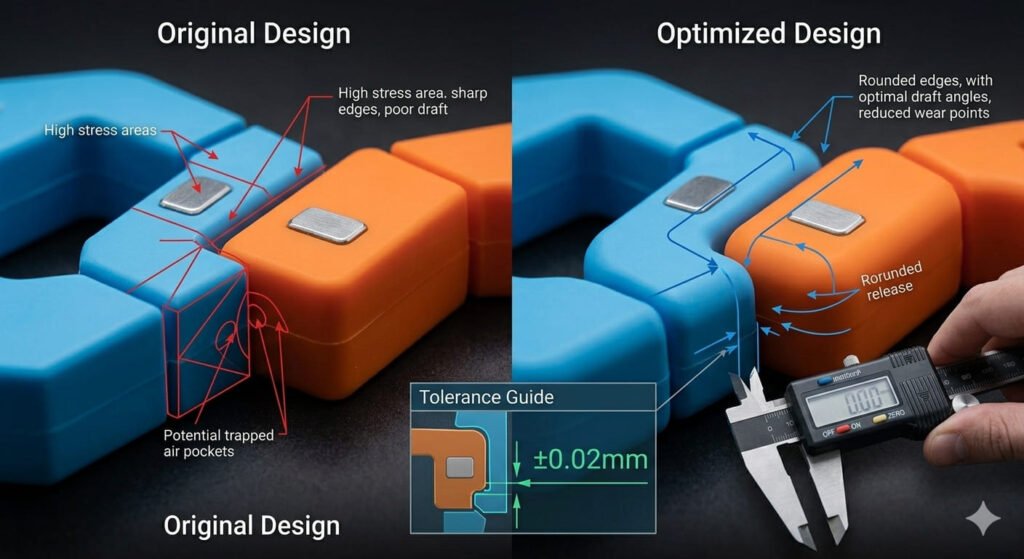
3. Deep DFM (Design for Manufacturing) Optimization
Precision tooling costs are often inflated by “over-engineering.” Applying these DFM principles can significantly reduce machining complexity:
1. Parting Line Geometry: Positioning parting lines on flat planes rather than complex curves avoids the need for expensive 5-axis CNC machining and manual benching. This can reduce tooling costs by up to 30%.
2. Venting System Design: Silicone is prone to air entrapment during high-speed injection. Professional molds feature perimeter vents with depths of 0.005mm to 0.01mm—deep enough to exhaust gas but shallow enough to prevent flash. This is the “invisible” hallmark of high-quality manufacturing.
3. Shrinkage Rate Compensation: Silicone shrinkage varies from 2% to 4%. For multi-material overmolding (e.g., silicone over Nylon or PPSU), we build precise thermal expansion models to ensure the assembly doesn’t fail due to structural interference after cooling.
4. The Financial Equation: Tooling Amortization and TCO
Brands should look beyond the initial quotation and calculate the Total Cost of Ownership (TCO) using the following model:

- The Multi-Cavity Paradox: A 10-cavity mold may be 3x more expensive than a 2-cavity mold, but it reduces production time by 80%. For orders exceeding 5,000 units, the amortized cost per unit is significantly lower on high-cavity tools.
- Life Guarantee: Tiskavo provides a 300,000-cycle guarantee on S136 tooling. This ensures that as your brand scales, you are protected from the capital shock of secondary tooling reinvestment.
5. A Phased Development Strategy for New Brands
Phase 1: Prototype Tooling: Use unhardened steel to validate ergonomics and obtain real samples for LFGB / FDA certification.
Phase 2: Modular Implementation: Utilize a Master Mold Base. If Product A underperforms, you only pay for new “core inserts” rather than a full mold set, hedging your risk by 50%.
Phase 3: Automation Upgrades: Once volume is stable, we integrate automatic de-molding (brushes or air-ejection) to drive labor costs to the absolute minimum.
Conclusion
At Tiskavo, we view tooling as a convergence of precision engineering and business strategy.
We don’t just execute drawings; we act as consultants, helping brands achieve maximum Capital Efficiency through technical optimization.